In hygienic processing environments, pump selection plays a far greater role than simply moving product from point A to point B. The pump directly influences product integrity, ensuring easy cleaning, reducing food safety risks, minimizing maintenance efforts, and lowering total cost of ownership. For process engineers working in food, beverage, personal care, or pharmaceutical applications, understanding which hygienic pump technology is best designed for each application is essential to building reliable, repeatable processes.
While centrifugal and progressive cavity pumps are commonly specified in some systems, many hygienic applications demand tighter control, gentler product handling, and easier sanitation. For these demanding applications, positive displacement pump technologies—specifically Air-Operated Double Diaphragm (AODD), lobe, gear, and screw pumps—offer meaningful advantages.
Pump Fundamentals in Hygienic Processing
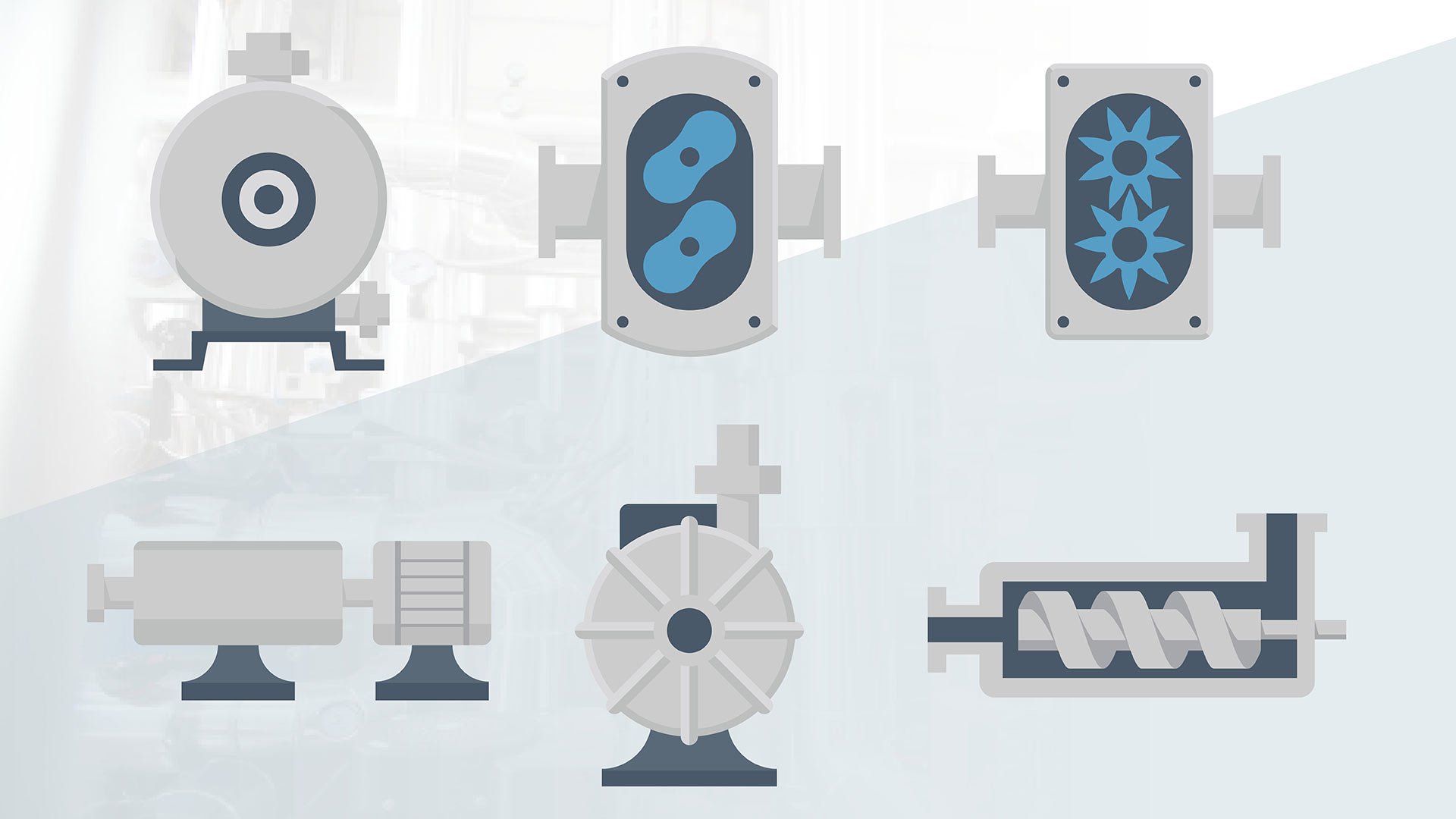
At a high level, pumps used on hygienic process lines fall into two broad categories based on how they move fluid. Centrifugal pumps rely on velocity created by a spinning impeller to move product, converting kinetic energy into pressure. Positive displacement pumps, by contrast, move a fixed volume of product with each cycle or revolution, physically displacing fluid from the inlet to the discharge.
This distinction is critical for process engineers. In hygienic systems, flow consistency, low shear, and predictability often matter more than raw flow rate. Positive displacement pumps deliver a consistent flow that is proportional to speed, not pressure, facilitating stable output even as system conditions change. This behavior is especially valuable in applications involving viscous fluids, particulates, shear-sensitive products, or dosing and metering requirements.
Why Positive Displacement Pumps Are Favored in Hygienic Applications
Hygienic processing frequently introduces challenges that expose the limitations of centrifugal pump designs. As viscosity increases, centrifugal efficiency drops rapidly, leading to higher energy consumption and inconsistent performance. Centrifugal pumps can lose the ability to function properly if air gets trapped in the product. When precise flow control is required, centrifugal pumps often rely on recirculation loops that increase complexity and cleaning risk.
Positive displacement pumps address these challenges by design. They provide consistent flow across a wide viscosity range, handle entrained air more effectively, and allow for accurate metering without bypass loops. When engineered specifically for hygienic environments, they also feature superior cleanability, fewer internal dead zones, and better compatibility with Clean-in-Place and Clean-Out-of-Place protocols.
Air-Operated Double Diaphragm Pumps in Hygienic Service
Air-Operated Double Diaphragm pumps use compressed air to alternately flex two diaphragms, creating suction and discharge strokes that move product through the pump. This design creates a fully sealed product path, allowing the pump to self-prime and run dry without damage.
In hygienic processing, AODD pumps are often selected for applications involving shear-sensitive fluids, viscous products, or media containing soft solids. Because flow can be adjusted simply by regulating air supply, AODD pumps offer operational flexibility without complex controls. Their ability to handle entrained air makes them particularly effective for transfer applications where product consistency or upstream conditions vary.
When designed for hygienic use, AODD pumps also simplify sanitation. Smooth internal geometries, fully drainable chambers, and material options compatible with aggressive cleaning chemicals help reduce contamination risk while minimizing downtime during cleaning cycles.
For hazardous environments, AODDs present a safer option than other pumps, since no electricity is needed. This eliminates the need for explosion-proof motors and drives.
While most AODD pumps are designed in a similar way, the Flotronic® AODD+™ is built around a one-of-a-kind One-Nut® design that provides a variety of significant advantages to processors:
- It can be disassembled and reassembled in just 15 minutes, far less time than the 2 hours it takes to clean a traditional AODD design.
- It has far fewer parts than a traditional AODD, making it easier to clean, maintain, and avoid the risk of parts falling into the food stream as a contamination risk.
- It can be thoroughly cleaned, using up to 7 Bar pressure from an external CIP pump, without the need to bypass the pump at all.
- There is 60% less product remaining in the pump needing to be cleaned than with any traditional AODD pump. This means less product is wasted, and quick cost-saving CIP cycles are possible.
- The AODD+ can also be fully drained at the end of any CIP cycle without any manual intervention.
You can see more details here, and an engineering animation of an AODD+ in this video.
Lobe Pumps for Gentle, Predictable Product Handling
Rotary lobe pumps are among the most widely used positive displacement pumps in hygienic processing. Their operating principle is straightforward: two or more lobed rotors rotate in opposite directions within a close-tolerance housing, trapping product and carrying it from the inlet to the discharge without internal contact.
For process engineers, the appeal of lobe pumps lies in their balance of gentle product handling and predictable flow. Because product is moved at relatively low speeds and without high shear forces, lobe pumps are well-suited for applications involving particulates, delicate inclusions, or products where texture and appearance must be preserved.
From a hygienic design perspective, lobe pumps offer excellent cleanability when properly engineered. Isolated gearboxes prevent lubricant contamination, while precision-machined wetted components reduce crevices where product can accumulate. These characteristics make lobe pumps a strong choice for dairy, beverage, and prepared food applications where sanitation confidence is non-negotiable.
A Unibloc® FoodFirst® QuickStrip® goes beyond older lobe pump designs with a variety of advantages for hygienic applications:
- Strip away downtime. The QuickStrip design speeds cleaning and maintenance by using fewer parts and simplifying disassembly.
- Eliminates rotor bolts. It avoids costly damage caused by workers mis-torquing bolts.
- Avoids rotor contact with housing. Patented FlushCaps® stabilize rotors for lasting pump tolerances and efficiency, to avoid scratches that could harbor bacteria.
- Enables CIP. The hygienic FlushCap design is compatible with Clean-in-Place (CIP) processes.
- Avoids plastic. Stainless-steel rotors eliminate any chance of plastic wearing into the process and comply with many company mandates to eliminate plastic from your process.
- Tool-free disassembly. Rotors just slide out. If needed, we’ll replace cover nuts with wingnuts.
Gear Pumps for High-Pressure, High-Accuracy Applications
Hygienic gear pumps operate by using two intermeshing gears to move product through the pump in a smooth, continuous flow. The tight clearances between gears and housing enable high volumetric efficiency and consistent output, even at elevated pressures.
Process engineers often specify gear pumps when accuracy and repeatability are critical. Their ability to deliver precise flow makes them well-suited for metering, dosing, and feeding operations involving viscous or lubricating fluids such as syrups, oils, and flavor concentrates. Unlike centrifugal pumps, gear pumps maintain performance as viscosity changes, providing greater process stability.
In hygienic designs, gear pumps incorporate sanitary seals, smooth internal surfaces, and materials compatible with CIP and SIP procedures. This allows engineers to achieve high pressure and precision without sacrificing cleanability or regulatory compliance.
Screw Pumps and Continuous, Low-Shear Flow
Screw pumps represent another vital category of positive displacement technology in hygienic processing. These pumps use one or more rotating screws to convey product axially through the pump in a continuous, non-pulsating manner.
The defining advantage of screw pumps is their ability to handle a wide range of viscosities and solids content while maintaining extremely low shear. For products such as fruit preparations, creams, and shear-sensitive cultures, screw pumps provide a level of product protection that is difficult to achieve with centrifugal or progressive cavity designs.
From a process design standpoint, screw pumps also offer strong suction capability and smooth flow characteristics, making them effective in applications where product integrity and uniformity are critical. Hygienic screw pump designs emphasize smooth cavities, effective drainability, and compatibility with CIP systems to support rigorous sanitation requirements.
Limitations of Centrifugal and Progressive Cavity Pumps
Centrifugal pumps continue to serve an important role in hygienic plants, particularly for low-viscosity fluids such as water, cleaning solutions, and some beverages. However, their performance is highly dependent on fluid properties and system pressure. As viscosity increases or air enters the product stream, centrifugal pumps can become inefficient or unstable, often requiring additional controls or recirculation loops.
Progressive cavity pumps, while capable of handling viscous and abrasive products, introduce different challenges in hygienic environments. Their internal stator-rotor geometry can complicate cleaning, and elastomeric components may limit chemical compatibility or service life. Maintenance and sanitation can be more involved compared to other positive displacement designs purpose-built for hygienic service.

Designing Hygienic Systems with Confidence
For process engineers, pump selection is ultimately about risk reduction. Choosing a pump that aligns with product characteristics, sanitation protocols, and long-term maintenance realities can significantly improve uptime and reduce operational cost. Positive displacement pumps engineered for hygienic applications provide engineers with greater control, better cleanability, and more predictable performance across a wide range of operating conditions.
Unibloc Hygienic Technologies focuses on these realities by featuring a platform of hygienic AODD+, lobe, gear, and twin screw pumps designed to support real-world processing demands. Each technology addresses specific challenges while sharing a common emphasis on hygienic design, reliability, and total cost of ownership.
By aligning pump technology with process requirements rather than default specifications, engineers can build systems that perform consistently, clean effectively, and support long-term operational success. For hygienic processing environments where performance and food safety are inseparable, positive displacement pumps remain a proven and practical choice.
You can learn more by viewing our Quick Select Pump Comparison infographic or watching our summary video. Or contact us to set up a meeting to discuss what’s best for your specific application.



