
Executive summary:
Maintenance managers at poultry processing plants are stuck between the need for more throughput and pressures on the maintenance budget. This blog post offers operational strategies and pump technologies that can help.
Key takeaways:
- Speed cleaning and maintenance with pumps designed for fast disassembly.
- Avoid foreign object contamination by reducing the number of small parts in a pump design.
- Decrease pump damage by selecting pumps that are simple to reassemble.
- Consolidate pumps to reduce maintenance needs.
- Use the right pump for the job to avoid pump problems.
- Consolidate pump vendors to streamline operations.
The poultry processing market is growing worldwide. Not only is consumption increasing, but chicken sizes are also growing as the industry moves toward alignment with the US market, where chickens are 30% larger. To keep up, processors are looking to modernize their facilities in ways that support higher throughput. At the same time, maintenance budgets and product price pressures are forcing managers to look for ways technology can improve their production efficiency.
A pump plays a central role in poultry processing. Pumps transfer raw ground meat and trims. Also, they transfer the batter and the frying oil in chicken nuggets and other cooked products.
Pump reliability is especially critical in poultry processing because large customers want just-in-time delivery; there may be significant penalties for failing to meet these service-level contract commitments. As deliveries back up in the parking lot and as raw poultry starts to expire, downtime can cost tens of thousands of dollars.
Fortunately, technological advancements in pump design are helping poultry processors reduce downtime and maintenance costs while gaining efficiencies.
Shorten cleaning and maintenance times.
Processing raw poultry requires the pump (in most cases) to be disassembled and manually cleaned. Cleaning time, therefore, impacts operational efficiency. Luckily, some pumps are available with a design that is simple and fast to disassemble. A QuickStrip® FoodFirst pump from Unibloc® Hygienic Technologies (UHT) can be cleaned and put back into service in a fraction of the time it takes a typical pump.
Reduce the risk of foreign object contamination.
Many hygienic pumps are designed for CIP applications but are used in COP applications. Such pumps typically have many small parts that can be lost during reassembly and potentially end up in the product. If a foreign object is discovered downstream, then naturally, a number of additional maintenance tasks will be required. In addition, the downtime from cleaning and inspecting an entire line will be consequential to operating efficiency. Finally, there is the cost of the wasted batch. Of course, if the object is not discovered until after packaging and shipping, then the cost of a recall could be astronomical.
In contrast, Unibloc QuickStrip FoodFirst pumps are designed with only a few parts, making them fast to strip-down, clean, and reassemble. Because there are fewer parts, it is unlikely that workers will lose a part, and far less chance that a part will be lost into the process stream.
Decrease the risk of pump damage.
Experience leads UHT experts to conclude that 90% of pump damage occurs during COP procedures. Unskilled workers may try to put a part in backward, seat a part incorrectly, or bend or scratch a part. That’s why some pumps are designed for one-way assembly, reducing the chance of damage to the part and pump. Also, some pumps are designed for tool-free disassembly. A worker without a tool is less likely to scratch or gall the pump’s interior surface and is less likely to bang on the pump to loosen a part.
Consolidate pumps.
One large pump offers fewer points of failure and requires less maintenance than two smaller pumps. In some cases, the same pump can be used for a mix of products, eliminating the need for multiple pumps. This approach reduces initial and long-term ownership costs.
A new strategy is to utilize the same lobe pump used for trimmings to also pump whole chicken breasts. Until now, vacuum systems were the only way to transfer whole chicken breasts into an undamaged state. New lobe pumps with rounded corners and ultra-large cavities preserve the value of the meat by not damaging the breasts. By shutting down a vacuum system line, managers would reduce the amount of equipment to maintain and free up space on the production floor. Any workers dedicated to the vacuum line could be reallocated to other tasks.
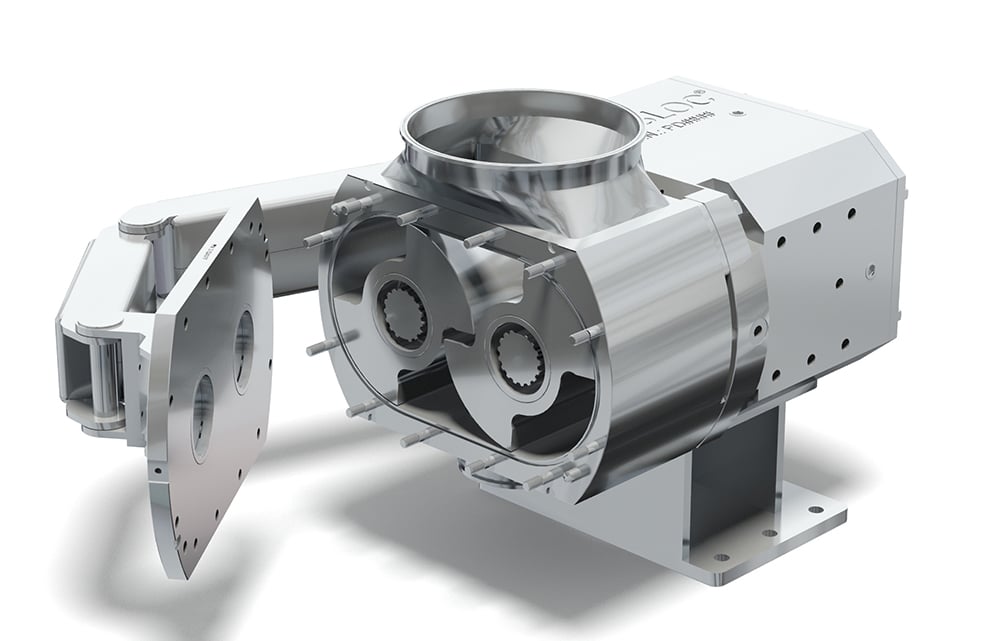 The Unibloc® UltraLobe™ FoodFirst® 700 Series Pumps possesses all the qualities of our popular QuickStrip FoodFirst 600 Series—and delivers more. Double or triple your throughput in a similar footprint to the PD600 series.
The Unibloc® UltraLobe™ FoodFirst® 700 Series Pumps possesses all the qualities of our popular QuickStrip FoodFirst 600 Series—and delivers more. Double or triple your throughput in a similar footprint to the PD600 series.Use the right pump for the job.
In addition to advances in pump design, maintenance managers can apply proven strategies for improving operations. Foremost is correctly matching the pump to the application. Poultry processors use pumps in different lines. Often, reliability and maintenance issues are not the fault of the pump but rather are the result of using the wrong type of pump for the application. Here are some guidelines to help identify any mismatches.
- Above other pump types, lobe pumps are ideally suited for pumping ground poultry and trimmings.
- For pumping batter, a processor may use a gear pump, especially if they want to mix the batter while they pump at the same time. Sometimes a batter requires gentler handling, in which case they may use a lobe pump.
- Pumps for fryer oil must be designed to handle the high temperature. Good examples include the Unibloc 350 Series, 450 Series, and Flotronic® One-Nut® AODD pumps.
Consolidate vendors.
Like Unibloc Hygienic Technologies, many pump suppliers have a complete line of hygienic pumps to cover a whole plant. Consolidating to one vendor leads to cost efficiencies. What’s more, building a deep relationship with one supplier makes it easier to benefit from their experience.
When comparing suppliers, note that more durable pumps may have a higher initial purchase price, but will have a lower Total Cost of Ownership due to their longer service life and lower operating costs over time. For instance, consider that one popular lobe pump on the market weighs 450 pounds, and a comparable Unibloc pump weighs 900 pounds. That weight difference is a measure of durability.
In this blog post, we covered strategies and technologies that can help poultry processors operate more efficiently and ease the cost burden on maintenance departments. To learn more about how Unibloc Hygienic Technologies products can help streamline your poultry facility, please visit our poultry page.



